T
traebbe
Gaststatus
Hallo zusammen,
da ich meine kürzlich angeschaffte Drehe vor Allem im 2-Ventiler-Sektor gebrauchen werde, wage ich mich mal, das Problem bzw. die Frage hier zu posten:
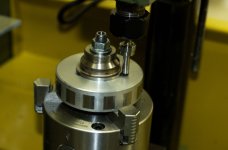
Die letzte Woche abgeholte Drehbank überzeugt nicht grad durch Rundlaufgenauigkeit.
Und zwar an den Backen vorne sind es (12er VA-Welle eingespannt), etwa 0,2 mm mit der Messuhr gemessen.
Der Vorbesitzer hats mit der äusseren Maschinenpflege sehr gut gemeint, da kann ich mich nicht beschweren
Hab eben das Futter aufgemacht und oh Graus, heraus kamen ein gefühltes halbes Kilo Mehrzweckfett so wie nicht wenige Messingspäne.
Und zwar lagen die genau im Fett, an dem die Schnecke vorne aufliegt.
Ich denke, dass die nicht plan aufliegende Schnecke der Grund für den unrunden Lauf ist.
Hinten an der Backenaufnahme hab ich 0,01mm "unrund" gemessen, das dürfte im Rahmen liegen.
Nur vorne sollte es schon ziemlich genau sein, da ich damit feinste Achsen für die Uhren drehen möchte.
Nun die Frage vor dem Zusammenbau des Futters:
Muss da Fett rein, oder kann ich das mit Öl schmieren?
An der Drehbank, an der ich vor paar Jahren mal gearbeitet hab, hab ich die Maschine nie putzen müssen, das haben immer die Jungs aus der Werkstatt gemacht, ich hab die nur dreherisch unterstützt.
Die Maschine war auch keine Wartungsschlampe, nur ob die das Futter mal aufgemacht haben, weiss ich nicht, ich hab das nie mitgekriegt. Auf jeden Fall lief sie exakt rund, vielleicht war das deshalb auch nicht nötig.
Klar ist, dass ich wahrscheinlich der erste bin, der an meiner Drehe das Futter zerlegt hat, bei dem Schmodder, der da rausgekommen ist.
Mit Fett habe ich so meine (negativen) Erfahrungen an Kaffeemaschinen gemacht, das ist sehr oft die Ursache für Defekte, da sich das Fett gern mit anderen festen Medien mischt, diese festhält und dann alles schwer laufen lässt.
???
da ich meine kürzlich angeschaffte Drehe vor Allem im 2-Ventiler-Sektor gebrauchen werde, wage ich mich mal, das Problem bzw. die Frage hier zu posten:
Die letzte Woche abgeholte Drehbank überzeugt nicht grad durch Rundlaufgenauigkeit.
Und zwar an den Backen vorne sind es (12er VA-Welle eingespannt), etwa 0,2 mm mit der Messuhr gemessen.
Der Vorbesitzer hats mit der äusseren Maschinenpflege sehr gut gemeint, da kann ich mich nicht beschweren
Hab eben das Futter aufgemacht und oh Graus, heraus kamen ein gefühltes halbes Kilo Mehrzweckfett so wie nicht wenige Messingspäne.
Und zwar lagen die genau im Fett, an dem die Schnecke vorne aufliegt.
Ich denke, dass die nicht plan aufliegende Schnecke der Grund für den unrunden Lauf ist.
Hinten an der Backenaufnahme hab ich 0,01mm "unrund" gemessen, das dürfte im Rahmen liegen.
Nur vorne sollte es schon ziemlich genau sein, da ich damit feinste Achsen für die Uhren drehen möchte.
Nun die Frage vor dem Zusammenbau des Futters:
Muss da Fett rein, oder kann ich das mit Öl schmieren?
An der Drehbank, an der ich vor paar Jahren mal gearbeitet hab, hab ich die Maschine nie putzen müssen, das haben immer die Jungs aus der Werkstatt gemacht, ich hab die nur dreherisch unterstützt.
Die Maschine war auch keine Wartungsschlampe, nur ob die das Futter mal aufgemacht haben, weiss ich nicht, ich hab das nie mitgekriegt. Auf jeden Fall lief sie exakt rund, vielleicht war das deshalb auch nicht nötig.
Klar ist, dass ich wahrscheinlich der erste bin, der an meiner Drehe das Futter zerlegt hat, bei dem Schmodder, der da rausgekommen ist.
Mit Fett habe ich so meine (negativen) Erfahrungen an Kaffeemaschinen gemacht, das ist sehr oft die Ursache für Defekte, da sich das Fett gern mit anderen festen Medien mischt, diese festhält und dann alles schwer laufen lässt.
???





")
 vor ü35Jährchen war das noch bisschen anders.
vor ü35Jährchen war das noch bisschen anders.