Hallo zusammen, ich habe leider ein Problem bei meiner Geliebten bmw R80 von 1986. Die Zylinderzug Bolzen können nicht festgezogen werden, da bereits eine Überdrehung stattgefunden hat. Man hat bereits mit einem Helicoil Gewinde gearbeitet. Allerdings haben sich die Bolzen bereits gelöst. Was wären weitere Möglichkeiten? Hat einer Tipps und Tricks? Vielen Dank und liebe Grüße


Hallo und willkommen im Forum!
Nach meinem Dafürhalten ist da mit Hausmitteln nichts mehr zu machen. Erstens muss der nächste Versuch auf Anhieb klappen, zweitens muss die Ölbohrung weiterhin funktionieren. Da bleibt Dir wohl nur der Gang zum Fachmann.
Hier im Forum (Grüner Bereich) bieten Rolf und Patrick solche Dienstleistungen an.
Gruß,
Florian
Nach meinem Dafürhalten ist da mit Hausmitteln nichts mehr zu machen. Erstens muss der nächste Versuch auf Anhieb klappen, zweitens muss die Ölbohrung weiterhin funktionieren. Da bleibt Dir wohl nur der Gang zum Fachmann.
Hier im Forum (Grüner Bereich) bieten Rolf und Patrick solche Dienstleistungen an.
Gruß,
Florian

Hi Marvin,
es schwirren hier im Forum genügend Tipps rum, ich meine sogar eine Zeichnung wie weit der Helicoil hinter der Trennfläche liegen muss (ca.10mm, sieht man aber).
Auch, wie man das Öllöchli vor Spänen schützt (z.B. Pfeifenreiniger mit Fett).
Und nicht der schräge Gewindebohrer ist das Problem, sondern der schräg angesetzte Spiralbohrer.
Das ist die Nummer 1
Manfred
Such mal im Forum nach "Ensat" oder "Timesert".
Damit sollte es eine Lösung geben.
Schau mal auch unter Beitrag 20 zum Thema Ölbohrung. Da siehst du eine bearbeitete Buchse.
https://forum.2-ventiler.de/vbboard...il-verdeckt-%D6lbohrung/page2&highlight=ensat
Damit sollte es eine Lösung geben.
Schau mal auch unter Beitrag 20 zum Thema Ölbohrung. Da siehst du eine bearbeitete Buchse.
https://forum.2-ventiler.de/vbboard...il-verdeckt-%D6lbohrung/page2&highlight=ensat
Such mal im Forum nach "Ensat" oder "Timesert".
Damit sollte es eine Lösung geben.
Schau mal auch unter Beitrag 20 zum Thema Ölbohrung. Da siehst du eine bearbeitete Buchse.
https://forum.2-ventiler.de/vbboard...il-verdeckt-%D6lbohrung/page2&highlight=ensat
Wird damit nicht mehr funktionieren, da vom Werk aus schon teilweise Helicoil verbaut war und die Gewindeborung für Ensat und Timsert schon ausgelullert sind. Da hilft nur noch die Bohrung im Block auf M12x1,5 und eine Gewindebuchse anfertigen, die für die Ölversorgung der Kipphebel bearbeitet wird.
Hallo,
bei meiner R 80 GS hatte ich genau das gleiche Problem.
Neues Helicoil gesetzt, also vorher gebohrt und geschnitten. Hat funktioniert.
Gruß Werner.
Bist du sicher, dass vorher schon HeliCoil drin war ?
trybear
ex Alsterboxer
Ja. Ich hatte das Drahtgewinde mit dem Stehbolzen rausgezogen.
Dann bring den Bock zu Patrick
")
Strassenkehrer
Stammgast
Dann bring den Bock zu Patrick
 der kennt sich auch mit "Übergrößen" aus. Woher ich das wohl weiß.
der kennt sich auch mit "Übergrößen" aus. Woher ich das wohl weiß. 
Lawi
Aktiv
Dann bring den Bock zu Patrick
ne, ist ja alles in Ordnung. es hält ja.
trybear
ex Alsterboxer
ne, ist ja alles in Ordnung. es hält ja.
Wie lange? Wenn sich die Drahtspirale rausgezogen hat ist mit an Sicherheit grenzender Wahrscheinlichkeit das Grundgewinde auch beschädigt worden. Das hält dann von 12 bis Mittag.
Lawi
Aktiv
Bis jetzt 8 Monate. Hab´s grad erst überprüft beim Ventile einstellen.
Tatsächlich habe ich zuerst nur das Gewinde nachgeschnitten und nen Einsatz reingesetzt. Das hat nicht gehalten.
Dann wollte ich einen Gewindereparatureinsatz einsetzen. aber mit nem 13,25 Bohrer an dieser Stelle... war mir zu wenig Fleisch. Auch mit ner Schablone.
Ich hab dann den Einsatz wieder rausgeholt, mit dem 10er Helicoil Bohrer nachgebohrt, geschnitten und wieder nen Einsatz reingesetzt. Wenn´s nicht hält kommt halt die nächste Stufe. Aber dann vom Fachmann.
Viele Grüße Werner
Tatsächlich habe ich zuerst nur das Gewinde nachgeschnitten und nen Einsatz reingesetzt. Das hat nicht gehalten.
Dann wollte ich einen Gewindereparatureinsatz einsetzen. aber mit nem 13,25 Bohrer an dieser Stelle... war mir zu wenig Fleisch. Auch mit ner Schablone.
Ich hab dann den Einsatz wieder rausgeholt, mit dem 10er Helicoil Bohrer nachgebohrt, geschnitten und wieder nen Einsatz reingesetzt. Wenn´s nicht hält kommt halt die nächste Stufe. Aber dann vom Fachmann.
Viele Grüße Werner
wombel
Teilnehmer
Hallo Schraubergemeinde,
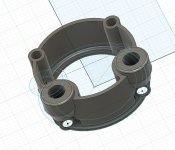
nach Jahren der Abstinenz im Forum mußte ich mich gerade neu anmelden. Vor denke mal über 20 Jahren gab es schon einen Post von mir, in dem ich eine Reperaturbuchse mit den Ölbohrungen gefertigt hatte. Nun war es mal wieder so weit, das sich an meiner R90/6 ein weiteres Gewinde verabschiedet hatte. Nachdem ich für verschiedenen Restaurationen und Projekte anderer Zweiräder einen 3-D Drucker mein eigen nenne, hab ich mir für die Reperatur eine Zentrierhilfe mit Buchsen zur Führung gedruckt.
Das Ganze ist so konstriert, daß anfallende Spähne nach aussen fallen und nicht über die offene Gehäusebohrung. Zu den sonstigen Vorsichtsmaßnahmen steht ja genug im Forum...
In den Bildern ist die erste Version zu sehen mit der nur 2 Bolzen repariert werden können.
Die Reperatur als solche lief ohne Probleme und ich bin mir sicher das die Bohrung auch gerade sitzt.
Die Frage ist nun wie es sich bei den verschiedenen Typen mit dem Stehbolzenabstand verhält.
Gibt es da eine Tabelle ob sie je nach Typ abweichen?
Ich könnte mir vorstellen nochmals eine Schablone mit Führungsbuchen zu drucken, die ich dann gegebenfalls zusammen mit dem Gewindereperaturwerkzeug und den Spannrohren ausleihen könnte.
Schraubergrüße
wombel
nach Jahren der Abstinenz im Forum mußte ich mich gerade neu anmelden. Vor denke mal über 20 Jahren gab es schon einen Post von mir, in dem ich eine Reperaturbuchse mit den Ölbohrungen gefertigt hatte. Nun war es mal wieder so weit, das sich an meiner R90/6 ein weiteres Gewinde verabschiedet hatte. Nachdem ich für verschiedenen Restaurationen und Projekte anderer Zweiräder einen 3-D Drucker mein eigen nenne, hab ich mir für die Reperatur eine Zentrierhilfe mit Buchsen zur Führung gedruckt.
Das Ganze ist so konstriert, daß anfallende Spähne nach aussen fallen und nicht über die offene Gehäusebohrung. Zu den sonstigen Vorsichtsmaßnahmen steht ja genug im Forum...
In den Bildern ist die erste Version zu sehen mit der nur 2 Bolzen repariert werden können.
Die Reperatur als solche lief ohne Probleme und ich bin mir sicher das die Bohrung auch gerade sitzt.
Die Frage ist nun wie es sich bei den verschiedenen Typen mit dem Stehbolzenabstand verhält.
Gibt es da eine Tabelle ob sie je nach Typ abweichen?
Ich könnte mir vorstellen nochmals eine Schablone mit Führungsbuchen zu drucken, die ich dann gegebenfalls zusammen mit dem Gewindereperaturwerkzeug und den Spannrohren ausleihen könnte.
Schraubergrüße
wombel
Anhänge




Hallo Wombel,Ich könnte mir vorstellen nochmals eine Schablone mit Führungsbuchsen zu drucken, die ich dann gegebenenfalls zusammen mit dem Gewindereparaturwerkzeug und den Spannrohren ausleihen könnte.
falls du magst: Wir haben auch eine Datenbankrubrik mit 3D-CAD-Modellen für unsere 2V-Kühe. Da würde so eine Bohrhilfe gut hinein passen.
Eifelgeist
Stammgast
Prima Idee und Umsetzung .")
Die Abstände der Stehbolzen sind ja bei allen Modellen ab/5 gleich.
Sollte also bei allen Modellen verwendbar sein.
Sowas hier im Forum incl. Werkzeug zum Ausleihen fände ich klasse(-:") .
.
Gruß Wolfgang
Die Abstände der Stehbolzen sind ja bei allen Modellen ab/5 gleich.
Sollte also bei allen Modellen verwendbar sein.
Sowas hier im Forum incl. Werkzeug zum Ausleihen fände ich klasse
.Gruß Wolfgang
trybear
ex Alsterboxer
Eigentlich eine gute Idee mit der Führung des Schneiders. Nur der muss ja etwas Spiel in der Schablone haben.
Und beim Schneiden reicht nur eine sehr geringe Abweichung des Schneiders um nach Einsetzen der Gewindespirale und des Zugankers
dann oben an den Kipphebeln mehrere mm Abweichung von der 90⁰ Senkrechten zu haben. Das würde dann bei den Kipphebeln klemmen.
Ich mache sowas per Hand und kontrolliere jeden oder jede 2. Umdrehung des Schneiders mit einem 90⁰ Winkel zum Block/zur Dichtfläche des Zylinders.
Mir wäre das zu unsicher.
Und beim Schneiden reicht nur eine sehr geringe Abweichung des Schneiders um nach Einsetzen der Gewindespirale und des Zugankers
dann oben an den Kipphebeln mehrere mm Abweichung von der 90⁰ Senkrechten zu haben. Das würde dann bei den Kipphebeln klemmen.
Ich mache sowas per Hand und kontrolliere jeden oder jede 2. Umdrehung des Schneiders mit einem 90⁰ Winkel zum Block/zur Dichtfläche des Zylinders.
Mir wäre das zu unsicher.
wombel
Teilnehmer
Hallo Trybear.
Hmmm, sagen wir mal "jein"...
Habe 2 Führungshülsen, in denen der Bohrer bzw. der Gewindebohrer stramm sitzen. Spiel hat die Buchse zur Zentrierhilfe.
Die Zentrierhilfe wurde mit noch eingeschraubten "losen" Stehbolzen ausgerichtet und dann mit den 3 anderen Zugankern fixiert.
A und O ist es, das ganze einmal ordentlich zu zentrieren da die Grundbohrung ja vorhanden ist. Zum Bohren und Schneiden bleibt die Zentrierhilfe an ihrem Ort. Das Ganze geht sicherlich auch analog mit anderen Einsätzen (Würth), wenn die Führungen entsprechend passend gedruckt werden (siehe Anhang).
Die Höhe der Zentrierhilfe ist so gewählt das der Gewindebohrer mit Vierkant noch rein passt.
Geometrisch maßgebend nach dem ersten Ansetzen des Bohrers und Schneiders ist eigentlich die Zentrierung unten und der obere Punkt der Führung.
Bei mir hat das ganze auf jeden Fall tadellos und vor allen Dingen ohne Angstgefühl irgendwie "schräg zu kommen" funktioniert.
Als ursprünglich gelernter Industrimechaniker kenn ich das Winkel hinhalten") Wie genau das auch immer sein mag, wenn die Schneiden größer als der Führungsschaft mit dem Vierkant sind und nicht viel Platz für die Auflage des Winkels da ist mal dahingestellt. Einmal "schräg und korrigiert" stimmt die Geometrie innerhalb der Flanen auch nicht mehr, bzw. sind diese zum Teil geschwächt.
Wie genau das auch immer sein mag, wenn die Schneiden größer als der Führungsschaft mit dem Vierkant sind und nicht viel Platz für die Auflage des Winkels da ist mal dahingestellt. Einmal "schräg und korrigiert" stimmt die Geometrie innerhalb der Flanen auch nicht mehr, bzw. sind diese zum Teil geschwächt.
Habe wie gesagt vor Jahrzehnten auf der anderen Seite die Operation im Bereich mit den Ölbohrungen und einer selbst gedrehten "Gewindebuchse" unter grossem Angstschweiß vorgenommen :-/
-Ein wenig Mut zur Operation am offen Herzen gehört immer dazu-
Ich druck die Tage mal die Version 2 aus und kann das Ganze gerne einem wagemutigen Schrauber zum Testen ausleihen.
Schraubergrüße
Wombel
Hmmm, sagen wir mal "jein"...
Habe 2 Führungshülsen, in denen der Bohrer bzw. der Gewindebohrer stramm sitzen. Spiel hat die Buchse zur Zentrierhilfe.
Die Zentrierhilfe wurde mit noch eingeschraubten "losen" Stehbolzen ausgerichtet und dann mit den 3 anderen Zugankern fixiert.
A und O ist es, das ganze einmal ordentlich zu zentrieren da die Grundbohrung ja vorhanden ist. Zum Bohren und Schneiden bleibt die Zentrierhilfe an ihrem Ort. Das Ganze geht sicherlich auch analog mit anderen Einsätzen (Würth), wenn die Führungen entsprechend passend gedruckt werden (siehe Anhang).
Die Höhe der Zentrierhilfe ist so gewählt das der Gewindebohrer mit Vierkant noch rein passt.
Geometrisch maßgebend nach dem ersten Ansetzen des Bohrers und Schneiders ist eigentlich die Zentrierung unten und der obere Punkt der Führung.
Bei mir hat das ganze auf jeden Fall tadellos und vor allen Dingen ohne Angstgefühl irgendwie "schräg zu kommen" funktioniert.
Als ursprünglich gelernter Industrimechaniker kenn ich das Winkel hinhalten
Wie genau das auch immer sein mag, wenn die Schneiden größer als der Führungsschaft mit dem Vierkant sind und nicht viel Platz für die Auflage des Winkels da ist mal dahingestellt. Einmal "schräg und korrigiert" stimmt die Geometrie innerhalb der Flanen auch nicht mehr, bzw. sind diese zum Teil geschwächt. Habe wie gesagt vor Jahrzehnten auf der anderen Seite die Operation im Bereich mit den Ölbohrungen und einer selbst gedrehten "Gewindebuchse" unter grossem Angstschweiß vorgenommen :-/
-Ein wenig Mut zur Operation am offen Herzen gehört immer dazu-
Ich druck die Tage mal die Version 2 aus und kann das Ganze gerne einem wagemutigen Schrauber zum Testen ausleihen.
Schraubergrüße
Wombel
Anhänge

Zuletzt bearbeitet:
trybear
ex Alsterboxer
Ok, bei Jemandem, der gewohnt ist, solche Arbeiten mit Sorgfalt auszuführen, sollte das mit der Schablone funktionieren. Ein bisschen Übung gehört bestimmt dazu. Einem Schraubereinsteiger ist das nicht zu empfehlen, der sollte sich kundige Hilfe zum Schablonenarbeiten dazuholen, da ansonsten der Block beim Schiefgehen schwierig wieder in Ordnungzu bringen wäre.
Aber schon irre, was sich Leuds für Gedanken machen und so "basteln"
Aber schon irre, was sich Leuds für Gedanken machen und so "basteln"
wombel
Teilnehmer
Da magst du Recht haben... Lieber im Bedarfsfall zum erfahrenen BMW Spezialisten gehen!
Schraube an NSU, Zündapp, Yamaha, Kreidler, Zündapp, Simson und Aspes, T4... (von 50 bis 2500ccm)
Zum 3D-Druck kam ich durch die Aspes.
Seien es nicht zu bekommende Ersatzteile, Behelfsmittel oder Eigenbauteile.
Manchmal auch als ALU 3D-Druck wie den ASS meiner "offenen" Aspes...
Mit Drehbank, Fräse und Wig Schweißgerät wäre der sicher auch hin zu bekommen
aber nicht für den Preis des 3D-Drucks!
Daher kam mir bei der Stehbolzenreperatur die Überlegung zur Zentrierhilfe.
Die Kuh war letzte Woche 1700km on Tour - 1000km Hochalpenpässe.
Bis jetzt hält der Zuganker Denke das wird auch so bleiben...
Schraube an NSU, Zündapp, Yamaha, Kreidler, Zündapp, Simson und Aspes, T4... (von 50 bis 2500ccm)
Zum 3D-Druck kam ich durch die Aspes.
Seien es nicht zu bekommende Ersatzteile, Behelfsmittel oder Eigenbauteile.
Manchmal auch als ALU 3D-Druck wie den ASS meiner "offenen" Aspes...
Mit Drehbank, Fräse und Wig Schweißgerät wäre der sicher auch hin zu bekommen
aber nicht für den Preis des 3D-Drucks!
Daher kam mir bei der Stehbolzenreperatur die Überlegung zur Zentrierhilfe.
Die Kuh war letzte Woche 1700km on Tour - 1000km Hochalpenpässe.
Bis jetzt hält der Zuganker
Denke das wird auch so bleiben...Anhänge




Mit der gedruckten Schablone ist das eine klasse Idee, ich habe mir damals für die Reparatur an meiner R100 einen defekten Zylinder organisiert, den gekürzt und dies als Schablone benutzt, das hat super funktioniert - obwohl die ganze Reparatur mit den Haushaltsmitteln eher verwegen ausgesehen hat.
Dominik
Dominik
wombel
Teilnehmer
Guten Abend,
die Version V2 druckt noch ein paar Stunden. Ich hab die Konstruktion nach kritischer Prüfung meiner ersten Variante oben mit einem umlaufenden Ring nochmals steifer gemacht. Leider ist das Filiament ein wenig feucht, was aber nur ein optischer Mangel ist.
Hat mir jemand noch die Schaftdurchmesser (Bohrer und Gewindeschneider) für die Würth Buchsen?
Ich hab mit Heli bzw. Recoil gearbeitet. Mit den passenden Buchsen könnte man die Zentierhilfe auch für die Reperatur mit Time Sert nutzen...
Wäre nett, wenn mir jemand die Durchmesser durchgeben könnte.
Hab dank des Forums gestern meine Uhr richten können. Einer der Kondenstoren war hoch gegangen. 40 Cent für 2 neue Kondensatoren ausgegeben und in der Garage tickt es wieder?

die Version V2 druckt noch ein paar Stunden. Ich hab die Konstruktion nach kritischer Prüfung meiner ersten Variante oben mit einem umlaufenden Ring nochmals steifer gemacht. Leider ist das Filiament ein wenig feucht, was aber nur ein optischer Mangel ist.
Hat mir jemand noch die Schaftdurchmesser (Bohrer und Gewindeschneider) für die Würth Buchsen?
Ich hab mit Heli bzw. Recoil gearbeitet. Mit den passenden Buchsen könnte man die Zentierhilfe auch für die Reperatur mit Time Sert nutzen...
Wäre nett, wenn mir jemand die Durchmesser durchgeben könnte.
Hab dank des Forums gestern meine Uhr richten können. Einer der Kondenstoren war hoch gegangen. 40 Cent für 2 neue Kondensatoren ausgegeben und in der Garage tickt es wieder?